Листовое ламинирование
Листовое ламинирование — группа методов аддитивного производства, основанных на послойном соединении листовых материалов для создания трёхмерных объектов. Ключевыми представителями технологии являются Laminated Object Manufacturing (LOM) -- производство ламинированных объектов и Ultrasonic Additive Manufacturing (UAM) or Ultrasonic Consolidation (UC) -- ультразвуковое аддитивное производство. LOM использует клей или тепло для соединения слоёв с последующей резкой, тогда как UAM применяет ультразвуковую сварку металлов, дополненную фрезеровкой. Оба метода позволяют создавать градиентные и многоматериальные структуры, что расширяет их применение в прототипировании, производстве и ремонте деталей.
Определение
Листовое ламинирование (Sheet Lamination) объединяет технологии, где тонкие листы материала (бумага, пластик, металл) соединяются послойно, а излишки удаляются для формирования объекта.
- Laminated Object Manufacturing - LOM: Листы склеиваются или сплавляются теплом, затем вырезаются лазером или ножом.
- Ultrasonic Additive Manufacturing - UAM: Металлические фольги свариваются ультразвуком в твёрдом состоянии, с ЧПУ - постобработкой для точности и снижения шероховатости.
История появления
LOM
Метод LOM был разработан в 1980-х годах Майклом Фейгеном в компании Helisys Inc. Первый патент США 4,752,352 [1] зарегистрирован в 1988 году. Изначально технология использовала бумагу с клеевым покрытием, что сделало её доступной для быстрого прототипирования.[2]
UAM
UAM появился в 1999 году благодаря Dawn White, которая запатентовала процесс (патент США № 6,519,500)[3]. Технология была коммерциализирована Solidica Inc., а затем усовершенствована Fabrisonic[4] с введением высокомощной версии источника ультразвука.[5]
Изображения
- Схема процесса LOM:
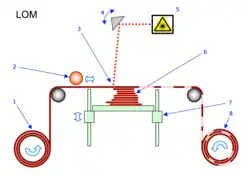
Схема процесса объемного ламинирования - Пример 3Д печати методом UAM градиентного изделия путем чередования слоев Al1000 и CPTi[6]:
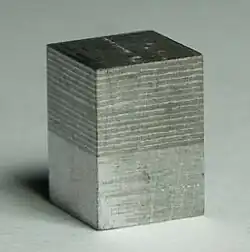
Пример 3Д печати методом UAM градиентного изделия путем чередования слоев Al1000 и CPTi
Описание технических процессов
LOM
Лист материала (толщиной 0,05–0,2 мм, см. Схема) подаётся на платформу -7, склеивается с предыдущим слоем с помощью нагретого ролика -2, затем лазерный резак (3-5) или нож вырезает контур. Излишки остаются как поддержка и удаляются -8 после завершения. Процесс выполняется следующим образом:
- Лист приклеивается к подложке с помощью разогретого валика -6.
- Лазером намечаются желаемые размеры текущего сечения прототипа -5.
- Лазером заштриховывается -4 область, не предназначенная для использования -3, для облегчения удаления отходов.
- Платформа с готовым слоем перемещается в сторону -6.
- Укладывается новый лист материала -1.
- Платформа опускается в новое положение для приема следующего слоя -7.
Процесс повторяется до тех пор, пока не будет готова полная модель или прототип.
UAM
Металлическая фольга (толщиной до 0,15 мм) соединяется с подложкой ультразвуковыми колебаниями (20 кГц) под давлением. ЧПУ-фрезеровка применяется для создания сложных форм и удаления излишков. Производственный процесс выглядит следующим образом:
- На монтажную платформу устанавливается цельнометаллическая опорная пластина.
- Поверх опорной пластины укладывается металлическая фольга, и вся монтажная платформа протягивается под сонотродом, приклеивая фольгу к базовой пластине. На этом этапе детали не придается никакой формы.
- Затем этот процесс повторяется до тех пор, пока склеиваемые слои не достигнут заданной глубины.
- Станок с ЧПУ, аналогичный тем, которые используются при традиционной субтрактивной обработке с ЧПУ, придает детали нужную форму, удаляя лишнюю пленку.
- Этот цикл повторяется до тех пор, пока деталь не достигнет заданной высоты.
Фрезерный инструмент меньшего размера придаст детали дополнительную форму и завершит внутреннее фрезерование, необходимое для получения готовой детали. Полный цикл UAM повторяется до тех пор, пока деталь не будет готова. Деталь снимается со строительной платформы, а опорная плита отсоединяется.
Используемые материалы
- LOM: Бумага, пластиковые плёнки, реже металлические листы (с термообработкой). Метод поддерживает полимерные композиты и керамические ленты, но металлокерамика и керамополимеры требуют специальной постобработки (например, спекания).
- UAM: Металлы (алюминий, медь, титан, нержавеющая сталь). UAM позволяет комбинировать разнородные металлы для градиентных структур, но не совместим с керамикой или полимерами напрямую.
Совместимость материалов
- Удобно сочетать: В LOM — бумага с клеем, пластик с пластиком; в UAM — алюминий с медью, титан с нержавеющей сталью (низкая температура исключает образование хрупких интерметаллидных фаз).
- Несовместимо: В LOM — металлы с керамикой без постобработки; в UAM — полимеры и керамика из-за отсутствия плавления.
Металлопоимеры и керамополимеры
LOM может использоваться для печати металлополимерных или керамополимерных структур, если применять полимерные ленты с металлическими или керамическими наполнителями, но потребуется высокотемпературная постобработка (дополнительное спекание). UAM для таких материалов непригоден из-за ультразвукового принципа, ограничивающего его металлами.
Градиентные и многоматериальные структуры
Оба метода позволяют создавать градиентные и многоматериальные изделия:
- LOM: Переход между слоями бумаги и пластика с разными свойствами (например, плотность или цвет).
- UAM: Комбинирование металлов (например, алюминий-титан) для изменения теплопроводности или прочности вдоль структуры. См. пример градиентного изделия чередованием слоев Al1000 и СрTi на вкладке.
Сравнение LOM и UAM
| Параметр | LOM | UAM |
|---|---|---|
| Принцип соединения | Клей/тепло | Ультразвук |
| Материалы | Бумага, пластик, металл? | Только металлы |
| Точность (слой) | Средняя (0,1–0,5 мм) | Высокая (<0,1 мм) |
| Скорость | Высокая | Средняя |
| Прочность | Низкая (50–100 МПа для бумаги, до 200 МПа с пластиком) | Высокая (300–500 МПа для металлов) |
| Применение | Прототипы | Функциональные детали |
Сравнение с другими технологиями
По сравнению с технологий селективного лазерного плавления, LOM и UAM проще в реализации, но уступают в точности мелких деталей. UAM превосходит Binder Jetting по прочности соединений, а LOM экономичнее лазерной стерелитографии для визуальных моделей.
Известные фирмы-производители
В мире
В России
- Оборудование для LOM и UAM в основном импортируется.
Примечания
- ↑ Patent US4752352A - Apparatus and method for forming an integral object from laminations. Дата обращения: 5 марта 2025.
- ↑ Шишковский, И. В. Лазерный синтез функциональных мезоструктур и объемных изделий. — Москва : Физматлит, 2009. — 424 с. — ISBN 978-5-9221-1122-5.
- ↑ Patent US6519500 - ULTRASONIC OBJECT CONSOLIDATION. Дата обращения: 5 марта 2025.
- ↑ What is UAM? Дата обращения: 5 марта 2025. Архивировано 15 марта 2025 года.
- ↑ Шишковский, И. В. Основы аддитивных технологий высокого разрешения. — Спб. : Питер, 2016. — 400 с. — ISBN 978-5-496-02049-7.
- ↑ Miriyev, Aslan; Levy, Asad; Kalabukhov, Sergey; Frage, Nachum (1 июня 2016), Ultrasonic Additive Manufacturing of Dissimilar Material Systems:Method, Post-processing and Properties, DDC2016 Conference Proceedings, Fraunhofer/DDMC2016, pp. 1–6, ISBN 978-3-8396-1001-5, Дата обращения: 1 июня 2016